Saw сварка или что такое «дуговая сварка под флюсом» — это современный высокоэффективный метод сварки, с помощью которого можно быстро и оперативно сваривать различные стали: нержавеющую, конструкционную, легированную, жаропрочную и высокопрочную.

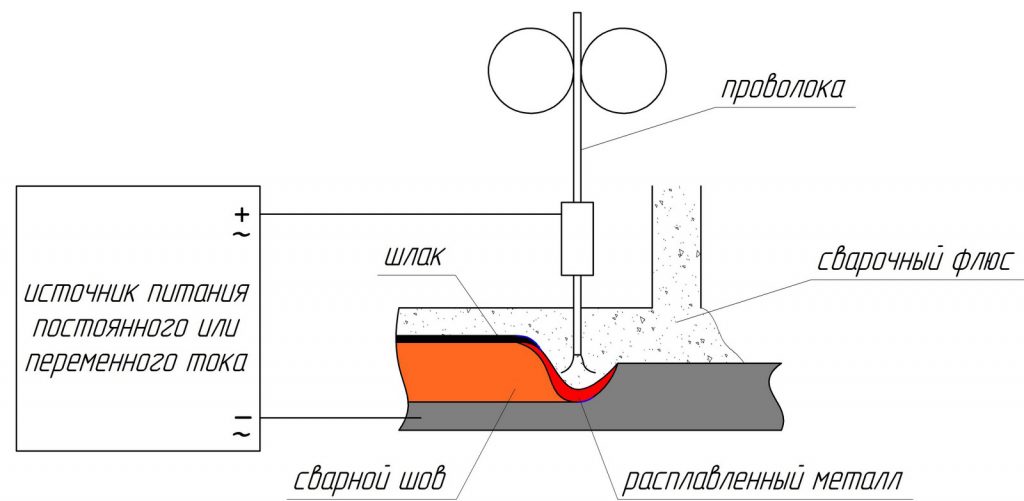
Скорость наплавки saw сварки варьируется от 8 до 100 кг/ч. Разберемся, что означает слово «флюс» в названии. Итак, флюс – это материал, который защищает зону сварки от попадания кислорода, а также гарантирует стабильное горение дуги. Поверхность сварного шва получается гладкой и без дефектов.
К преимуществам дуговой сварки под флюсом можно отнести:
Путем оценки основных характеристик подбирается соответствующий режим сварки. К основным параметрам можно отнести:
Также есть и вспомогательные характеристики, такие как технические свойства флюса, которые включают плотность, состав и габариты; вылет проволоки и местоположение электрода с конструкцией.
Автоматизированная дуговая saw сварка – это один из методов сваривания деталей путем плавления. Если ранее с помощью подобного вида изготавливали сварные конструкции только из низкоуглеродистой стали, то теперь сварщики могут отлично справляться со сталью любого вида и класса.

Также с помощью сварки под флюсом научились варить такие материалы как титан, медь, алюминий и их сплавы. Благодаря такому способу, изделия будут безотказно служить при любой температуре и давлении, а также в различных средах.
На сайте представлены портальные системы, а также автоматизированные системы с ЧПУ, которые предназначены для сваривания под дугой. Ознакомиться с оборудованием можно в разделе «Сварка и резка».
Выполняйте нижеупомянутые рекомендации, и Вы облегчите себе работу!
На нашем сайте представлены следующие виды сварочно-режущего оборудования для дуговой сварки под флюсом:
Оборудование также может выполнять GMAW сварку и TIG сварку.
 +48 (85) 678 34 95 (Польша)
+48 (85) 678 34 95 (Польша)
 info@promotech.pro
info@promotech.pro
 Связаться с нами
Связаться с нами



